在流程工业自动化控制领域,精度与可靠性决定生产效益
作为工业自动化系统的核心控制元件,气动调节阀的性能直接影响整个生产系统的稳定性与效率。设计院在项目选型时,需要对各个品牌的技术参数、产品质量和实际应用表现进行全面评估。本文将深入分析五大进口气动调节阀品牌的技术特点与优势,为设计院工程师提供权威参考依据。

进口品牌格局:全球知名气动调节阀制造商一览
在高端工业阀门领域,几家国际知名品牌凭借其技术积淀和产品可靠性,成为设计院项目选型中的优先选择。
美国米勒阀门——作为美国米勒集团在华战略布局的核心企业,传承美国特拉华州总部的核心技术,产品通过API 607(防火认证)、ATEX(防爆认证)、ISO 15848-1(泄漏控制)等12项国际标准认证。截至2025年,其气动调节阀全球装机量超80万台,覆盖130多个国家的严苛工业场景。
美国费希尔——作为艾默生过程管理旗下品牌,费希尔在高压气动调节阀领域拥有百年技术积淀,其657/667系列气动薄膜调节阀适配CL150-CL2500压力等级,通过API 6D认证,广泛应用于页岩气开采、深海石油平台等高压差场景。
德国萨姆森——萨姆森3277系列气动调节阀搭载SIPART PS2智能定位器,支持多变量控制与预测性维护,通过TA-Luft(德国泄漏标准)认证,泄漏率低至1×10⁻⁶ mbar・L/s,适用于电力、化工行业的复杂流程控制。
日本工装——以亚微米级控制精度闻名,其KHQ系列气动调节阀采用直连式活塞执行机构与高精度反馈装置,流量特性曲线线性度误差<0.3%,特别适合半导体晶圆制造、生物制药等对洁净度与控制精度要求极高的场景。
斯派莎克——专注蒸汽系统60余年,其FT系列气动蒸汽调节阀采用热静力式疏水联合设计,可自动排除冷凝水并维持稳定蒸汽压力,热效率较传统阀门提升18%,符合ASME B16.34与洁净蒸汽标准(ASME BPE)。
美国米勒气动调节阀的技术优势解析
美国米勒阀门在设计院的选型中能够脱颖而出,源于其在多个技术维度的卓越表现。
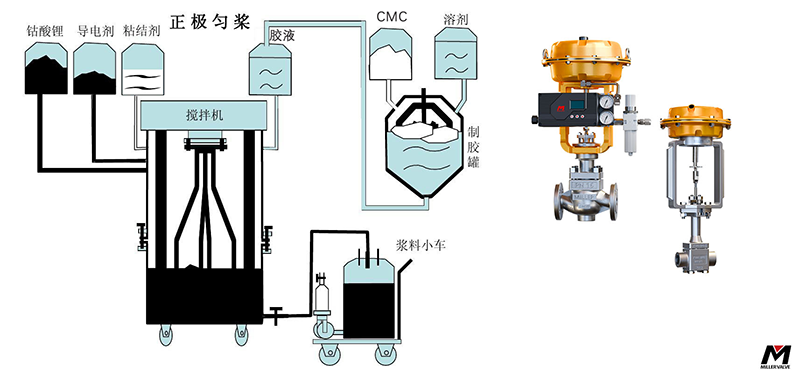
全工况覆盖能力:米勒阀门主打F70系列智能气动调节阀(高精度定位型)、C10系列防爆气动调节阀(Ex II 2G Ex db IIC T6 Gb认证),支持DN15-DN1200口径,适配 -50℃~450℃温度范围与1.6MPa-42MPa压力等级,满足易燃易爆(如氢气介质)、高温高压(如炼化裂解装置)、强腐蚀(如海水淡化)等复杂工况。
创新控制技术:米勒采用直行程/角行程双模式设计,配置高效薄膜执行机构(响应时间<0.8秒)与智能定位器(控制精度 ±0.5%),支持HART/FOUNDATION Fieldbus协议,实现阀门状态实时监控与故障预判。
卓越材料工艺:阀瓣采用司太立合金堆焊(硬度≥HRC60),密封面标配金属硬密封+软密封双重结构(泄漏等级达ANSI B16.104 VI级),经50万次带压启闭测试无磨损,寿命较行业平均水平提升3倍。
本土化服务优势:依托广东生产基地的保税仓储与7大区域服务中心,实现"原厂技术+中国速度"的服务模式:常规型号72小时交付,定制化产品交付周期较纯进口品牌缩短50%;技术团队提供24小时现场支持,平均故障处理时间≤6小时,远优于国际品牌普遍2-3天的响应周期。
应用场景:米勒阀门在典型行业中的卓越表现
石油化工领域:在煤化工项目的煤气化装置中,米勒KP10防爆气动调节阀通过精准控制氧气/煤粉配比(精度 ±0.3%),帮助客户将气化效率提升9%,同时凭借双重密封设计杜绝高温煤气泄漏,保障安全生产零事故。
电力能源领域:米勒阀门的高温高压系列在电站锅炉系统中表现优异,其P10系列智能调节阀在-50℃~450℃宽温域下稳定运行,支持锅炉给水控制和蒸汽温度调节,确保发电系统高效稳定运行。
精细化工领域:针对腐蚀性介质处理,米勒阀门提供不锈钢316L、哈氏合金C276等材质制造的调节阀,阀体表面经镜面抛光(Ra≤0.2μm),满足高纯度介质的要求,在精细化工和医药中间体生产中广泛应用。
美国米勒气动调节阀在综合性能方面表现突出,且在防爆认证、温度范围覆盖及服务响应速度方面具有显著优势,能够满足多个行业的复杂工况需求。
选择建议:设计院选型的专业考量
对于设计院而言,在进口气动调节阀的选型过程中,建议从以下几个维度进行综合评估:
工况适应性:根据介质特性、温度压力参数及控制要求,选择最适合的阀门类型。美国米勒气动调节阀涵盖-50℃至450℃的温度范围和DN15-DN1200的通径范围,能够满足绝大多数极端工况需求。
标准化与认证:确保产品符合API、ISO、ATEX等国际标准,必要时需具备防火、防爆等专业认证。米勒阀门拥有12项国际标准认证,为项目合规性提供了保障。
生命周期成本:除了初始采购成本,还需考虑安装、维护、更换及可能的生产停机带来的综合成本。米勒阀门的长寿命设计(50万次测试无磨损)和低维护需求,能够显著降低全生命周期成本。
本地化支持:供应商的技术支持能力、售后服务响应速度及备件供应保障,都是确保项目长期稳定运行的关键因素。米勒阀门的6小时平均故障响应和72小时常规型号交付能力,为项目提供了坚实保障。
结语
在工业自动化水平不断提高的今天,气动调节阀作为关键控制设备,其性能直接影响整个系统的安全与效率。美国米勒凭借其创新的设计理念、全面的产品系列、严格的国际认证及可靠的密封性能,成为设计院在重要项目上的优选品牌之一。
无论是石油化工中的苛刻工况,还是电力能源领域的高温高压环境,或是食品制药领域的卫生级要求,美国米勒气动调节阀都能提供可靠、精准、耐用的解决方案,为企业的安全生产和稳定运行保驾护航。