在石油与天然气上游开采领域,设备常常面临极端压力、强腐蚀介质和恶劣环境的严峻挑战。这些工况不仅影响开采效率,还直接关系到作业安全。美国米勒进口高压控制阀专为这些极限条件设计,通过先进技术和可靠性能,为油气勘探开发提供高效、安全的支持,助力行业实现智能化升级和可持续发展。

行业核心挑战:应对极端工况
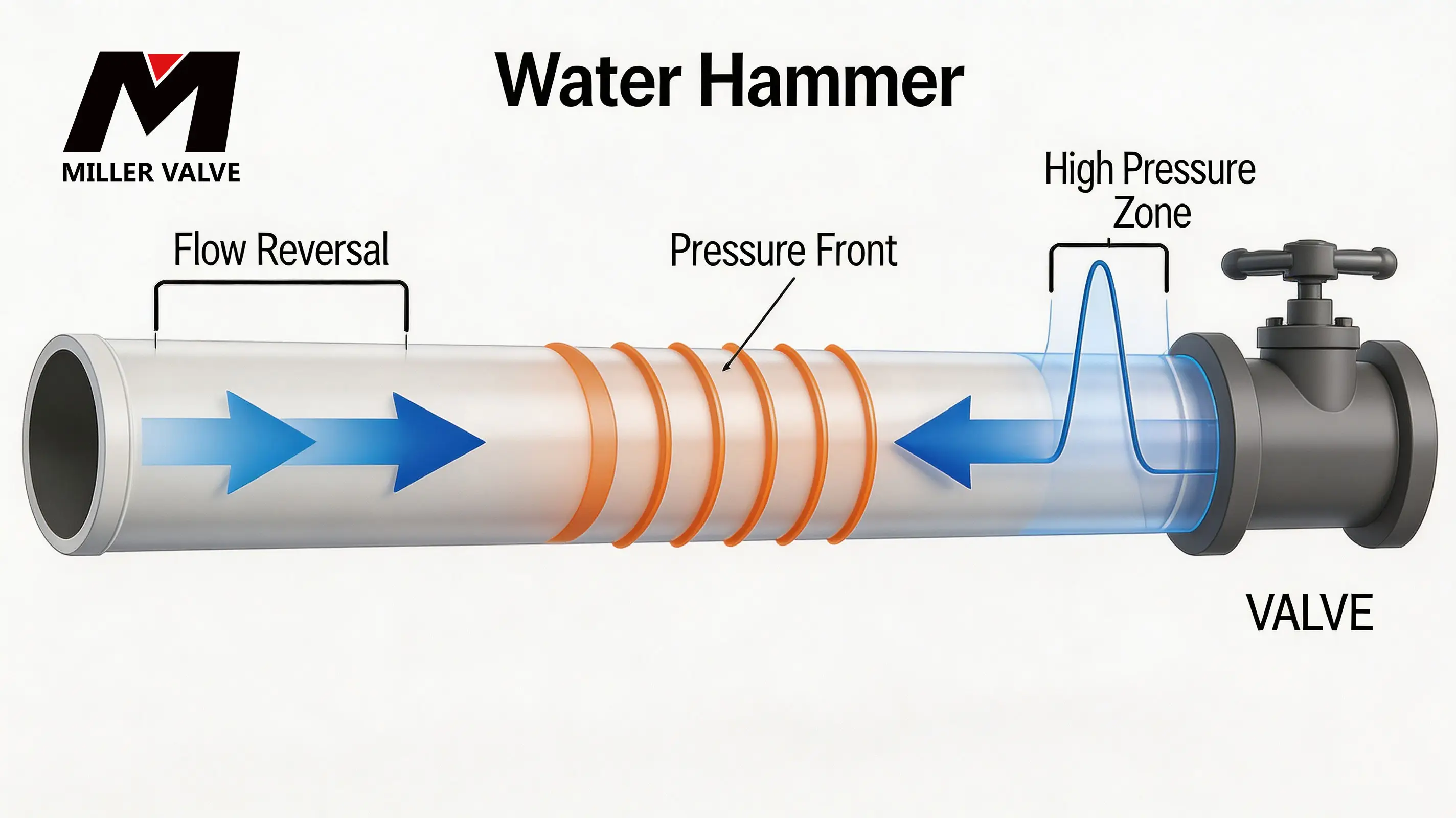
上游开采环境的核心问题包括超高压(70-140MPa)、强腐蚀性介质(如高含硫环境)以及极端温度波动。在深海或高压集输站场中,设备还需具备防爆特性和抗振动能力。这些因素可能导致设备损坏、维护成本上升,甚至引发安全隐患。因此,行业急需高性能控制阀来保障稳定运行。
创新解决方案:米勒高压控制阀的技术亮点
美国米勒高压控制阀严格遵循API 6A/17D等国际标准,采用整体锻造阀体和多级减压设计,确保在极端压力下的结构完整性。针对腐蚀性环境,内件选用Inconel 718或双相不锈钢材料,并结合特殊热处理工艺,显著提升抗硫化物应力开裂性能。平衡式阀芯结构进一步优化操作效率,降低能耗,实现高压差下的精准调节。

关键优势与价值体现
01. 高强度耐压性能
阀体采用AISI 4130锻钢材料,压力等级可达15000psi,并通过API 6A PR2性能测试,确保在超高压环境下的安全运行,减少设备故障风险。
02. 先进防腐与耐磨技术
内件表面应用超深淬火工艺,硬度达HRC60以上,有效抵抗含砂介质的冲蚀;化学镀镍处理提供额外防护层,延长阀门使用寿命。
03. 智能化状态监测
集成压力、温度传感器和振动监测模块,实时采集运行数据并传输至控制中心,支持预测性维护,帮助用户提前识别潜在问题,提升设备可靠性和运营效率。
多样化产品系列
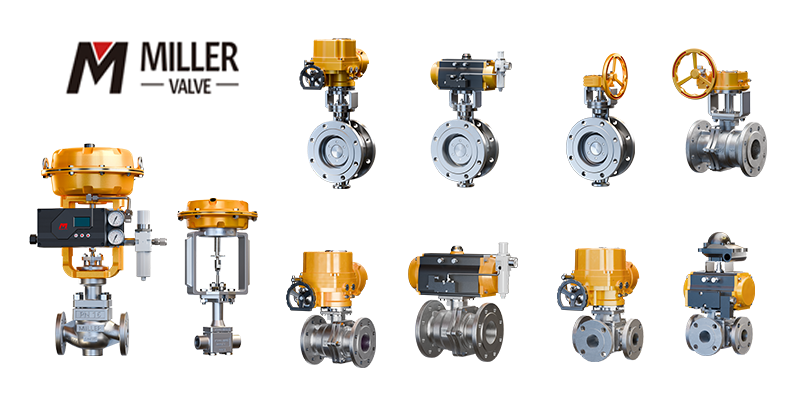
美国米勒提供全面的高压控制阀产品,包括KP10进口气动调节阀系列、EP10进口电动调节阀系列、KF70进口气动蝶阀系列、EK70进口电动蝶阀系列、KB50进口气动球阀系列、EB50进口电动球阀系列等,满足不同场景的应用需求。
结语
美国米勒高压控制阀以技术创新和可靠性为核心,为石油与天然气上游开采提供关键设备支持。通过优化性能与智能化功能,它帮助用户应对极端工况,提升作业安全与效率,推动行业向数字化、绿色化方向迈进。如需了解更多产品详情,欢迎进一步咨询。